采用數值仿真的方法,研究了激光沖擊強化對175A型柴油機曲軸疲勞壽命的影響,取得了數值仿真 條件下曲軸過渡圓角處殘余應力場的數據,數值仿真結果和實驗結果的對比分析表明:數值仿真結果和實驗結果 較為接近,從而驗證所采用的材料本構模型、沖擊波峰值壓力和沖擊波作用時間是精確的。通過此類激光沖擊強 化仿真分析,可優化激光沖擊的相關參數,使曲軸過渡圓角產生有利的殘余應力場,從而為激光沖擊強化曲軸提供 優化的工藝參數。
采用數值仿真的方法,研究了激光沖擊強化對175型柴油機曲軸疲勞壽命的影響,取得了數值仿真 條件下曲軸過渡圓角處殘余應力場的數據,數值仿真結果和實驗結果的對比分析表明:數值仿真結果和實驗結果 較為接近,從而驗證所采用的材料本構模型、沖擊波峰值壓力和沖擊波作用時間是精確的。通過此類激光沖擊強 化仿真分析,可優化激光沖擊的相關參數,使曲軸過渡圓角產生有利的殘余應力場,從而為激光沖擊強化曲軸提供 優化的工藝參數。
曲軸材質要求具有較高的剛性和抗疲勞強度以 及良好的耐磨性能。球墨鑄鐵的鑄造工藝不斷發 展,性能不斷提高,已成為取代鍛鋼制造曲軸的首 選 材 料。 市 場 競 爭 迫 使 愈 來 愈 多 的 企 業 采 用 了擴缸、增壓或增加沖程等技術措施,以提高發動機 的動力性和經濟性。但首先遇到的就是曲軸強度不 足的問題,如果在不改變曲軸原設計結構尺寸及材 料的前提下,采用表面強化技術,就能滿足曲軸的使 用要求,無疑是一個有效的方法。到目前為止,最有甚至脫落。本文采用數值仿真的方法,研究激光沖 擊 強 化 對 175犃 型 柴 油 機 曲 軸 疲 勞 壽 命 的 影 響 ,取 得數值仿真條件下曲軸過渡圓角處殘余應力場的數 據,并將數值仿真結果和實驗結果做對比性分析。
1 數值仿真的關鍵技術
1.1 材料本構模型選擇 球墨鑄鐵材料的機械性能列于表1中,關于材料行為,在激光沖擊過程中材料被壓縮并產生動態 變 形 ,應 變 率 超 過1000000/S,在 這 種 情 況 下 靜 態 的 應 力 應變關系已不能反映材料的真實響應,必須用動態的彈性極限取代,JOhnson-cook,在1983年年綜合 硬化和應變率對屈服強度的影響,提出了一個材料 模型用來描述材料的這種動態行為。其本構關系為:

1.2 沖擊波加載確定
在整個光斑范圍內激光場強呈近似均勻的分布,但沖擊波施加于靶的壓力卻隨時間而變化。確 定沖擊波峰值壓力的經驗公式為:
激光誘導沖擊波的作用時間大約為激光脈寬的2~3倍甚至更高。因此在進行成形過程的有限元模擬時,對于激 光脈沖的作用時間可先按照激光脈寬的3倍來確 定,實驗采用的激光脈寬τ=23ns,這樣每一次沖擊 加載的作用時間就為70ns左右,模擬時取為70ns。 在實驗的基礎上,已確定了沖擊波壓力隨時 間變化的圖形,圖1所示為沖擊波的壓力幅值變化曲線,犃犅犃犙犝犛的加載模塊將按這條曲線給曲軸加 載。
1.3 有限元仿真軟件選擇
由于沖擊波壓力作用下板料的變形是一個高速動態的過程,不僅產生大位移、大轉動和大應變現 象,而且還有高應變率現象。這既涉及到幾何非線 性問題也涉及到材料非線性問題,因此在數值計算 中應盡可能計及這些因素,以提高計算精度。目前 可用于仿真分析高速沖擊下所涉及的幾何非線性和材料非線性的軟件有ANSYS 和ABAQUS 等。相對于ANSYS軟件ABAQUS的非線性力學(幾 何 、材 料 、接 觸 )分 析 功 能 具 有 世 界 領 先 水 平 ,所 以 選 擇ABAQUS 作為仿真軟件。
1.4 模型建立和網格化分
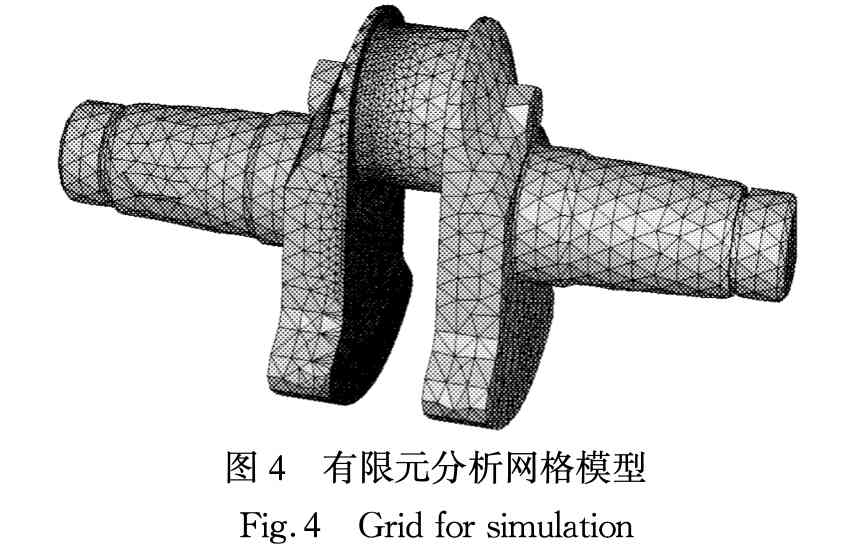
根 據 圖 2 所 示 的 175A 型 柴 油 機 曲 軸 簡 圖 ,在ABAQUS 的CAE 模 塊 里 建 立 如 圖 3 所 示 的 三 維 曲 軸模型,在曲軸的過渡圓角處施加如圖1所示的前 后光斑位置相切的沖擊加載,光斑直徑8mm。對 實際使用中斷裂的曲軸統計發現,大部分斷裂事故 都發生在該處圓角。對曲軸的應力分析應主要關心該 處 的 應 力 分 布 ,因 此 將 該 處 的 網 格 細 化 。 把 圓 角 部 分 手 工 劃 分 為 600 多 個 6 節 點 五 面 體 單 元 ,單 元 較 密 且 形 狀 較 好 ,最 小 單 元 為 0.2mm × 0.4 mm × 0.6mm。其余部分用有限元程序自動生成為1000 多個四面體單元,然后再和手工劃分的部分組合到 一起,最后劃分的有限元分析網格如圖4所示。
1.5 邊 界 條 件 的 處 理
將 曲 軸 主 軸 頸 所 承 受 軸 承 的 彈 性 支 承 作 用 離 散為 作 用 在 支 承 面 每 個 節 點 上 的 彈 性 邊 界 元 ,通 過 彈 性邊界元使主軸頸在半徑方向的位移為零。考慮到 激光光斑與軸的幾何尺寸相比很小,曲軸的另一端 讓其處于懸空狀態,這不會對仿真結果有太大影響。
2 有限元計算結果
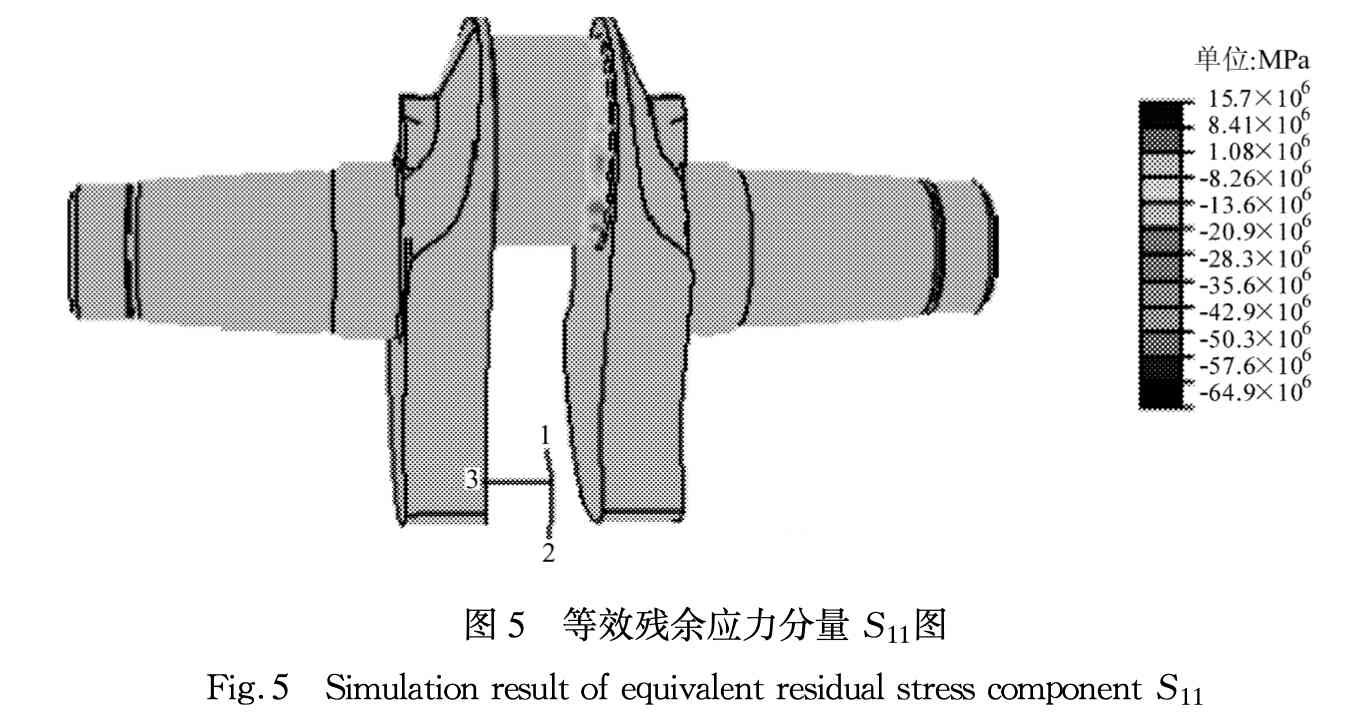
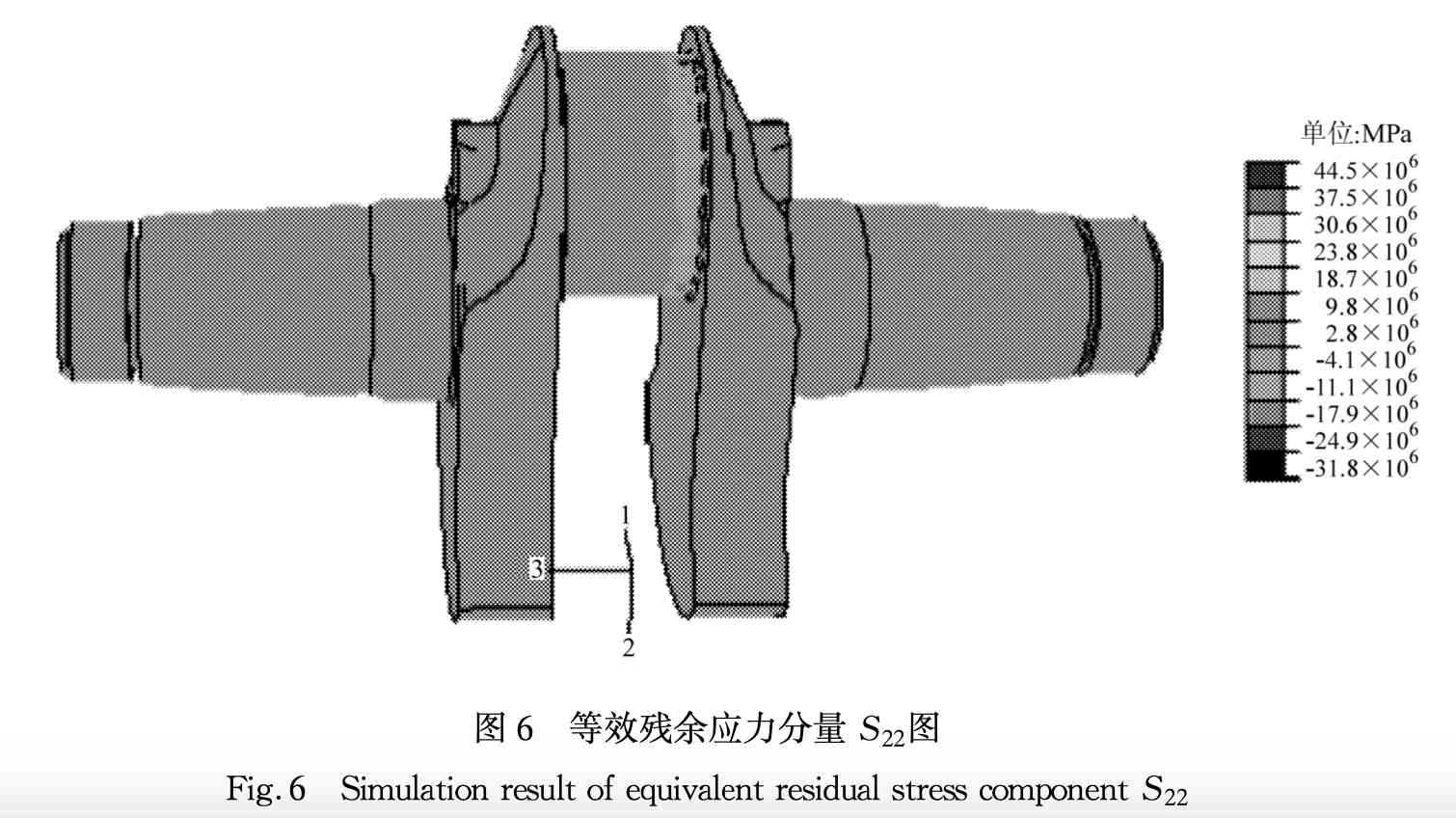
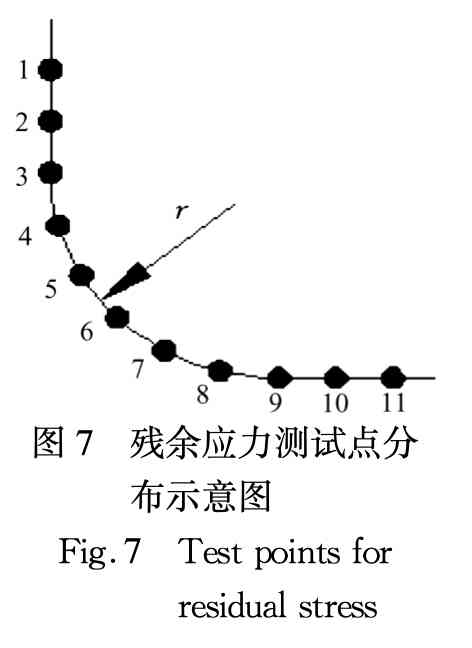
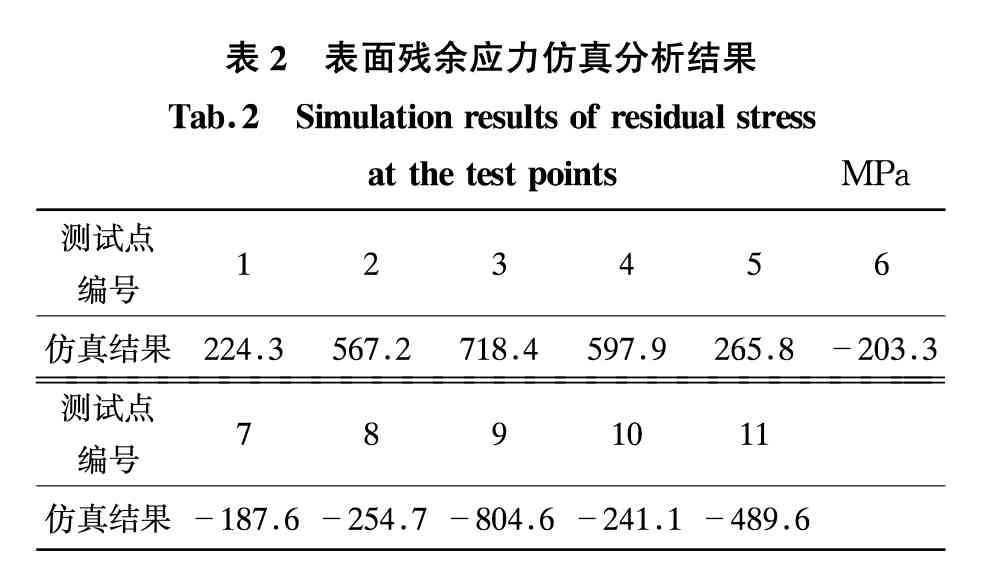
圖5為沿著曲軸過渡圓角順次激光沖擊一圈后 的等效殘余應力分量S11仿真結果圖,圖6為Mises等效殘余應力分量S22仿真結果圖。在13平面內 沿著過渡圓角,每隔1mm的弧長處取一個點,共選 擇11個點,如圖7所示。
由ABAQUS 的 后 處 理 輸 出 ,將 各 測 試 點 處 的Mises表面殘余應力仿真結果列于表2中,由表2中的數據可看出曲軸曲柄與連桿軸頸之間的圓角橫截 面沖擊強化后殘余應力分布比較規律,出現了2個 區:壓應力區和拉應力區。在曲柄部分生成殘余拉 應力,在連桿軸頸部分生成壓應力。拉、壓應力交界處過渡平穩,應力的數值比未沖擊的試樣高,說明激 光斜沖擊強化起到了強化和硬化作用。
將 表 2 中 的 仿 真 結 果 和 曲 軸 激 光 沖擊強化實驗結果作對比性分析,可以發現,從產生的拉應力區和壓應力區的 分布以及殘余應力的大小 變化情況來看,排除由于 沖擊波的峰值壓力受實驗 中黑漆涂層和流動約束水 層厚度變化影響所引起的 沖擊波加載波動,而造成 實驗和仿真結果兩者之間 誤差的影響因素之外,仿 真結果和實驗比較吻合。
3 結論
(1)鑒于仿真的結果與實驗測得的數據比較一致,因此數值仿真在預測激光沖擊曲軸過渡圓角處殘余應力分布的技術對實驗方案的安排和激光工藝 參數的選擇有一定的指導意義。
(2)實驗和仿真結果對于后續進行的曲軸激光 沖擊強化多次 /搭接沖擊中工藝參數和沖擊路徑的 優化研究具有一定的指導和參考作用。
江蘇激光噴丸強化設備廠家,激光噴丸強化技術服務,激光噴丸代工廠,竭誠為您服務。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.zj-door.cn/1652/
 微信聯系咨詢
微信聯系咨詢 