擁有多臺進口大功率激光噴丸強化機,系統精度高,控制穩定,激光功率覆蓋廣,配有進口激光噴丸漆、激光噴丸鋁膜、激光噴丸吸收涂料,保證激光噴丸的正常、高效作業。
完成激光噴丸后打印全部噴丸參數和加工流程,出具權威噴丸檢測報告,歡迎垂詢!

激光噴丸原理:
激光噴丸是通過高能脈沖激光照射工件表面強化介質(鋁膜等),使其產生離子微粒在約束層的約束下,爆炸轟擊金屬工件表面,達到噴丸強化、噴丸硬化的目的;
激光噴丸強化目前屬于一種先進的具有前瞻性的噴丸強化技術,其在高尖端工業制造上應用廣泛,尤其在航空發動機葉片、汽輪機葉片、羅盤等強化處理上,而且激光噴丸技術正在不斷被嘗試應用到更多的工業方面。


微粒子噴丸強化機采用高壓增壓噴丸系統,精密噴丸控制軟件系統集成,可以產生高速度微粒噴射轟擊金屬表面,形成熔融硬質強化層,是目前在航空、數控刀具、齒輪、模具等行業廣泛使用的微粒子噴丸設備。
設計有微粒子專用篩網,微粒子專用供料和回收系統,提供強大的噴丸壓力,整個噴丸系統都針對微粒子噴丸做了重要的改進和設計,屬于專用型噴丸強化機。
專業微粒子噴丸強化機設計、制造、培訓一體化服務企業,歡迎有需要的客戶聯系咨詢!
]]>銅及銅合金大量應用在船舶螺旋槳、高速艦艇、水輪機、閥門、水泵等過流部件,空蝕使服役的螺旋槳使用效率下降,這不僅造成了巨大的經濟損失,甚至造成事故,威脅到生命安全造成重大損失[1,所以銅及銅合金的空蝕問題也是目前備受關注的問題之一。本文選取純銅作為試驗材料,對其進行一系列工藝參數的空化水噴丸處理,通過觀察噴丸后試樣的表面形貌、粗糙度,對空蝕孕育期內的損傷進行了探討。
1試驗材料和方法
試驗材料選用5mm厚的純銅(Cu)板材,在真空爐中500℃退火60min,以消除工業純銅板材的的殘余應力,得到均勻尺寸的晶粒。將純銅板材切成φ30 mm的圓片,經過鑲嵌、精磨和拋光處理,得到表面粗糙度(Sa)為0.13um金相試樣。
采用自行研制的空化水噴丸設備對試樣進行不同時間的噴丸處理。噴丸時試樣和噴嘴均淹沒在水中,選用直徑為1mm的噴嘴,垂直于噴丸式樣表面的中心處,噴嘴與試樣的距離為80mm,水射流壓力為20MPa。
采用ZEISS SUPRA55場發射掃描電子顯微鏡觀察試樣表面形貌變化,采用LEICA DCM3D型三維視頻顯微鏡對水噴丸后的表面形貌進行顯微組織觀察,分析表面粗糙度,金相試樣腐蝕劑采用5gFeCL,+25mlHCL+50mlH,O的混合溶液進行擦拭。
2試驗結果與分析
2.1表面空蝕損傷
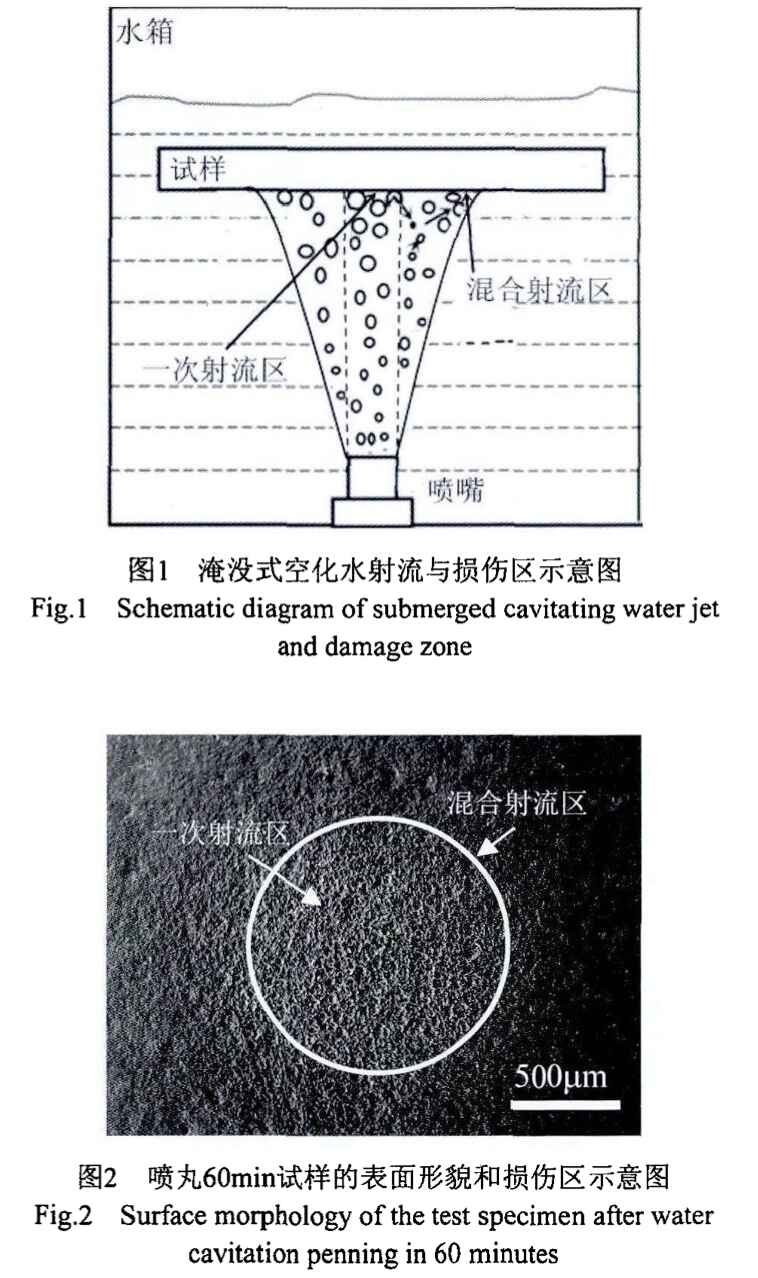
采用淹沒式空化水射流對拋光態試樣表面進行噴丸處理,觀察試樣表面的損傷程度,一次射流區由噴嘴噴出的空化水射流垂直打在試樣表面,造成的接近噴嘴尺寸的損傷斑點,在該區外圍的環形損傷區,由于一次射流區空泡爆破產生的沖擊波對部分噴嘴噴出的水射流作用,可稱為混合射流區,其示意圖如圖1所示。測得低倍損傷表面形貌見圖2。觀察試驗后所得噴丸試樣,損傷嚴重的一次水射流區的尺寸約為1mm左右,與噴嘴直徑相近。
2.1.1一次射流區的損傷
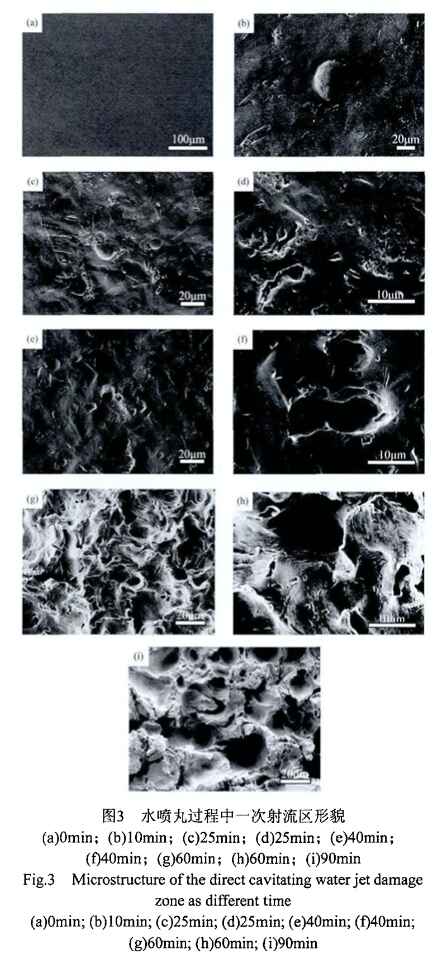
通過觀察不同工藝參數空化水噴丸處理試樣表面的形貌變化,式樣進行水噴丸前必須處于機械拋光狀態。在20Mpa下噴丸不同時間后式樣的表面形貌如圖3所示。由圖3可見,水噴丸10min時,試樣表面已經出現少量塑性變形坑、大量空蝕針孔。塑性變形坑的尺寸大小不均勻,最大直徑為304m,空蝕針孔尺寸基本相同,約2um,見圖3 (b)。水噴丸25min時,損傷程度顯著加大,塑性變形坑和空蝕針孔數量明顯增多,但是尺寸變化很小,李晶形貌基本都顯現出來,而且局部空蝕針孔出現了匯聚的狀況,呈現局部少量剝落現象,見圖3(c)、3(d) 。噴丸40min時,試樣表面晶粒相貌完全顯現,說明由于塑性變形程度增加,晶內位錯移動和孿生的結果,使得晶粒發生了轉動,不同晶粒轉動方向和程度不同,晶粒高低起伏程度不同,從而顯現晶粒形貌。高倍數下觀察發現,空蝕針孔匯聚處開始有少量剝落,還出現開口大且深的空蝕孔洞,塑性變形產生的滑移帶也開始變形,呈現彎曲狀,見3 (e)、3(f)。噴丸60min時,試樣表面出現大量空蝕孔洞和空蝕針孔,但還能觀察到晶粒形貌,說明表面金屬剝落量小,可以觀察到空蝕孔洞內呈現網格狀,說明空洞內部以這種形式緩慢剝落。隨著時間繼續增加,塑性變形和剝落急劇上升,表面粗糙度進一步增大。噴丸90min時,試樣表面損傷嚴重,大量金屬剝落,只存在深的空蝕孔洞,可以看到大塊金屬剝落后的形貌。由于純鋼的硬度低,受到空泡作用產生塑性變形坑,使坑周圍的金屬凸起,大量空蝕孔洞互相擠壓,金屬凸起程度越來越大,最后整塊剝落,孔洞內部存在滑移帶,如圖3 (i)所示。
為了更清晰的觀察一次射流區塑性變形坑空蝕針孔的出現和生長,進行20MPa下的一次射流損傷區的原位觀察,在一次射流區固定位置隨著時間的增加觀察固定位置塑性變形坑及其周圍區域內的變化,分析塑性變形坑的長大方式。
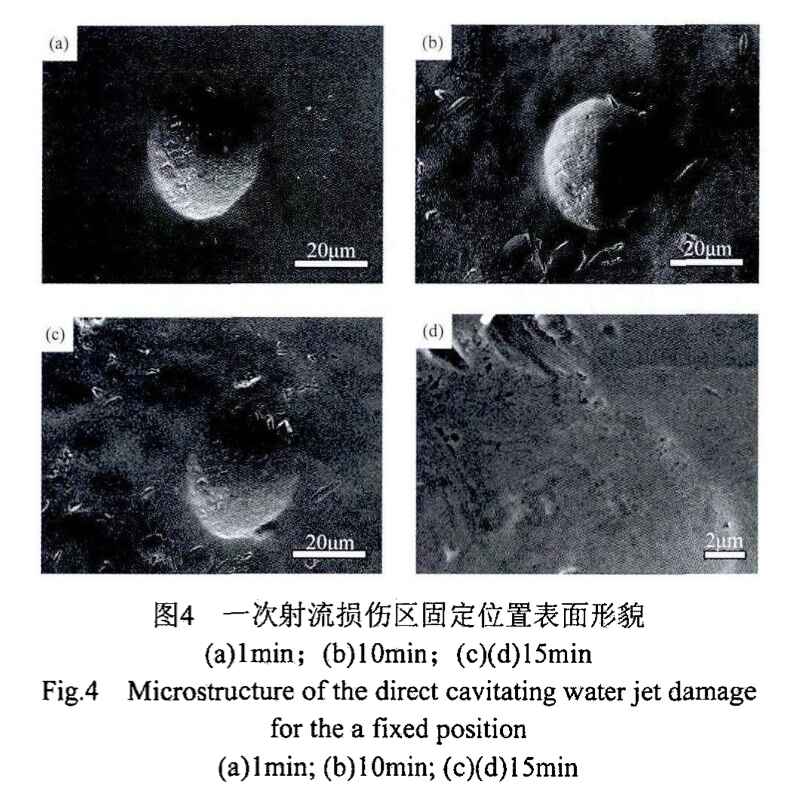
如圖4 (a)所示,噴丸1min時就出現了塑性變形坑,尺寸大約為25um,內部呈魚鱗紋且存在空蝕針孔。噴丸增加到10min后,空蝕坑周圍出現少量機械損傷和剝落,依然存在空蝕針孔,空蝕坑的大小變化較小,但是空蝕坑邊緣變圓滑且內部的魚鱗紋也變淺,如圖4 (b) 。當時間增加到15min時可以清晰觀察到空蝕坑尺寸變大,形狀開始趨于圓形,內部魚鱗紋變得更淺,局部放大后可觀察到空蝕坑邊緣存在大量的針孔,隨著空泡在內部的潰滅產生沖擊波,這些針孔緩慢聚集,局部區域出現少量掉落的情況,因此由于針孔大量聚集造成邊緣金屬少量且緩慢的剝落,使得空蝕坑的尺寸緩慢變大,如圖4 (b) (c)所示。
2.1.2混合射流損傷區形貌
隨著時間的逐步遞增,對試樣表面的混合射流區進行細致的觀察,沒有觀察到一次射流區的空蝕坑,短時間內在混合射流區形成大且淺的坑,同時坑內可觀察到晶粒形貌以及空蝕針孔。
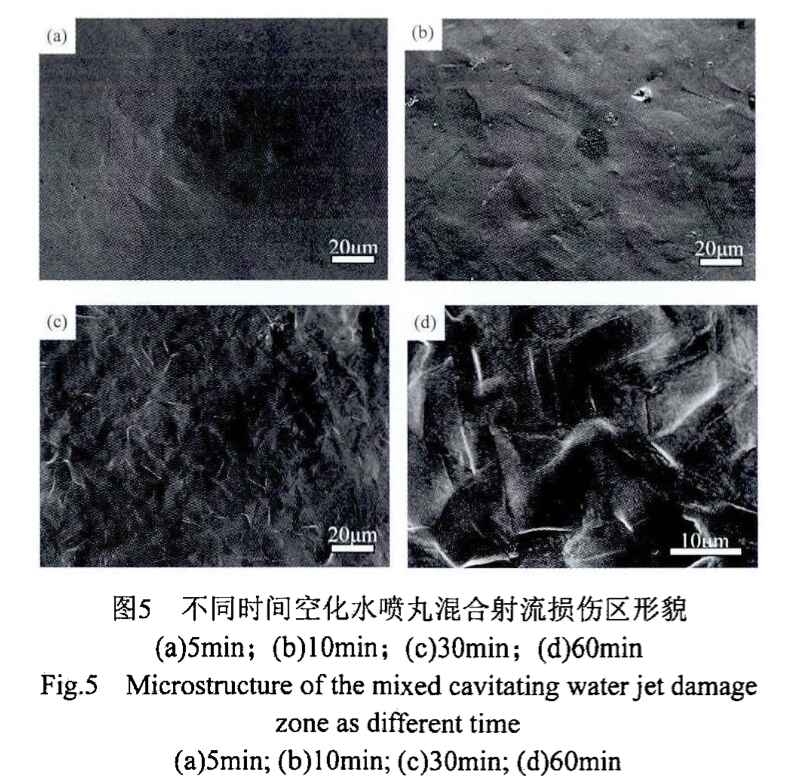
隨著時間的增加,混合射流區的晶粒形貌逐漸清晰,晶粒轉動程度逐漸遞增,同時存在變形的滑移帶,匯聚成網狀結構。因為一次射流區空泡爆破產生射流影響部分噴嘴噴出的空化水射流,使得這部分空化水到達試樣表面時能量降低,同時具有一定的方向性,所具有的能量不足以使試樣表面產生塑性變形坑,只會形成小的空蝕針孔和滑移帶,同時顯現晶粒形貌,如圖5所示。
2.2表面粗糙度分析
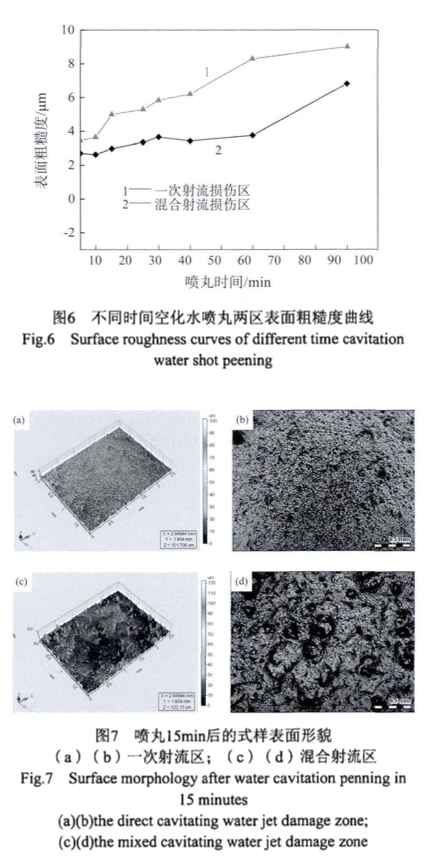
采用LEICA DCM3D型三維視頻顯微鏡觀察不同時間噴丸處理后式樣的表面粗糙,隨著時間的累加到90min,一次射流區和混合射流區的損傷程度逐步上升。如圖5所示,不同時間兩區的粗糙度曲線可知,隨著時間增加兩區的粗糙度都是逐漸上升的,但是混合射流區的粗糙度總是大于一次射流區,因為一次射流區受到垂直表面的空化水射流作用,表面縱向受到大部分沖擊力,空蝕損傷最嚴重,形成密集空蝕坑,如圖6(b)所示。由圖6 (a) (c)可以看出,一次射流區的空蝕損傷最大,混合射流區次之。由圖6 (d)可知,混合射流區室蝕坑開口大,空蝕坑內部和邊緣圓滑,呈現孔狀,空蝕坑稀疏,因為退火純銅HV0.01硬度在60HV左右,塑性較好,不易形成脆性裂紋,所以在水射流和空泡作用下,形成大且圓滑的空蝕坑,說明該區空化水射流的空泡的數量減少,具有一定方向性。因此相比一次射流區所測粗糙度,混合射流區的空蝕坑起伏變化大,即混合射流區粗糙度大于一次射流區。
3結論
(1)一次射流區,隨噴丸時間逐漸增加,塑性變形坑和空蝕針孔數量增多,李晶晶界開始顯現,直到表面金屬剝落程度顯著增加,使得表面粗糙度也明顯增大,同時出現大量的變形滑移帶。
(2)通過原位觀察可知,塑性變形坑是以邊緣的空蝕針孔聚集形成少量剝落這種形式長大。
(3),短時間內混合射流區出現大且淺的空蝕坑,內部觀察到晶粒相貌,隨著時間增長整個區域的晶粒形貌都會顯現。
(4)隨噴丸時間增加,兩區表面粗糙度逐漸上升,且混合射流區大于一次射流區。
江蘇空化水射流噴丸設備廠家,噴丸代工服務和噴丸試驗代做服務公司,竭誠歡迎您的垂詢。
]]>本文將對?316L?不銹鋼進行噴丸強化處理,分析噴 丸時間、彈丸直徑、振動頻率對噴丸強化后材料表面的 三維形貌、粗糙度、硬度及摩擦磨損性能的影響。
1 試驗材料及方法
1. 1?試驗材料
試驗用材料為?316L?不銹鋼,其名義化學成分(質量分數,%)如表?1?所示。?試件為直徑?φ95 mm,厚度3mm?的圓盤。?試驗所用彈丸為含鋯量?95% (?質量分數,下同)?的高純氧化鋯珠,化學成分為:94. 8% ZrO2,5 ±0.2%Y2O3,彈丸直徑分別為?φ1.0 mm?和?φ2.4 mm。?氧化鋯珠球體圓整度好,表面光滑,有極好的韌性、耐 沖擊性,在高速運轉中不碎裂。?鋯珠的耐磨性是玻璃 珠的?30 ~ 50?倍,有極高的研磨效率。
1. 2 試驗方法 為了研究彈丸直徑對材料表面摩擦性能的影響,
本文選用直徑為 φ1. 0 mm 和 φ2. 4 mm 的彈丸進行噴 丸試驗;為了研究噴丸時間對材料表面摩擦性能的影 響,在彈丸直徑相同、振動頻率相同的條件下,噴射時 間分別選為 15、20、25 和 30 min;為了研究振動頻率對 摩擦性能的影響,在彈丸直徑相同、噴射時間相同的條 件下,振動頻率分別選為 35、40、45 和 50 Hz。
試驗前先對試件進行車削機械拋光處理,之后用酒精清洗試件表面和彈丸。 采用 SNC-1 型金屬材料 表面納米化試驗機進行噴丸強化試驗,然后用超聲振 蕩器去除樣品表面油污。 采用 LSM700 激光共聚焦顯 微鏡觀察試件表面的三維形貌,并測量各種噴丸條件 下試件表面的粗糙度;采用 HR-150DT 洛氏硬度計測 量試件表面的洛氏硬度;采用 CFT-1 型材料表面性能 綜合測試儀測試試件的摩擦因數,載荷為 50 N,加載 時間為 10 min;采用 QUNNTA FEG650 掃描電子顯微 鏡觀察磨痕的表面磨損形貌。
2?試驗結果與討論
2. 1?噴丸強化后材料表面形貌
圖?1( a1?) 、( a2?)?表示車削機械拋光后原始表面光學圖和三維形貌圖。?可以看出,表面有較多的柵狀凹陷,表面粗糙度?Ra?= 10. 64 μm,洛氏硬度為?33 HRC。?a圖?1(b1?)、(b2?)表示采用彈丸直徑為?φ1. 0 mm,振動頻 率為?50 Hz,噴丸時間?30 min?進行噴丸強化處理后試 件表面光學圖和三維形貌圖。?可以看出,表面出現明顯的犁溝,說明彈丸尺寸較小時,噴丸表面以犁溝和塑 性變形為主。?表面粗糙度?Ra?= 8. 43 μm,洛氏硬度為40. 86 HRC,與噴丸前經車削機械拋光樣品相比,粗糙度明顯減小,硬度明顯提高。 圖 1(c1 )、(c2 )表示采用彈丸直徑為 φ2. 4 mm,振動頻率 50 Hz,噴丸時間 30 min進行噴丸強化處理后試件表面光學圖和三維形貌圖。
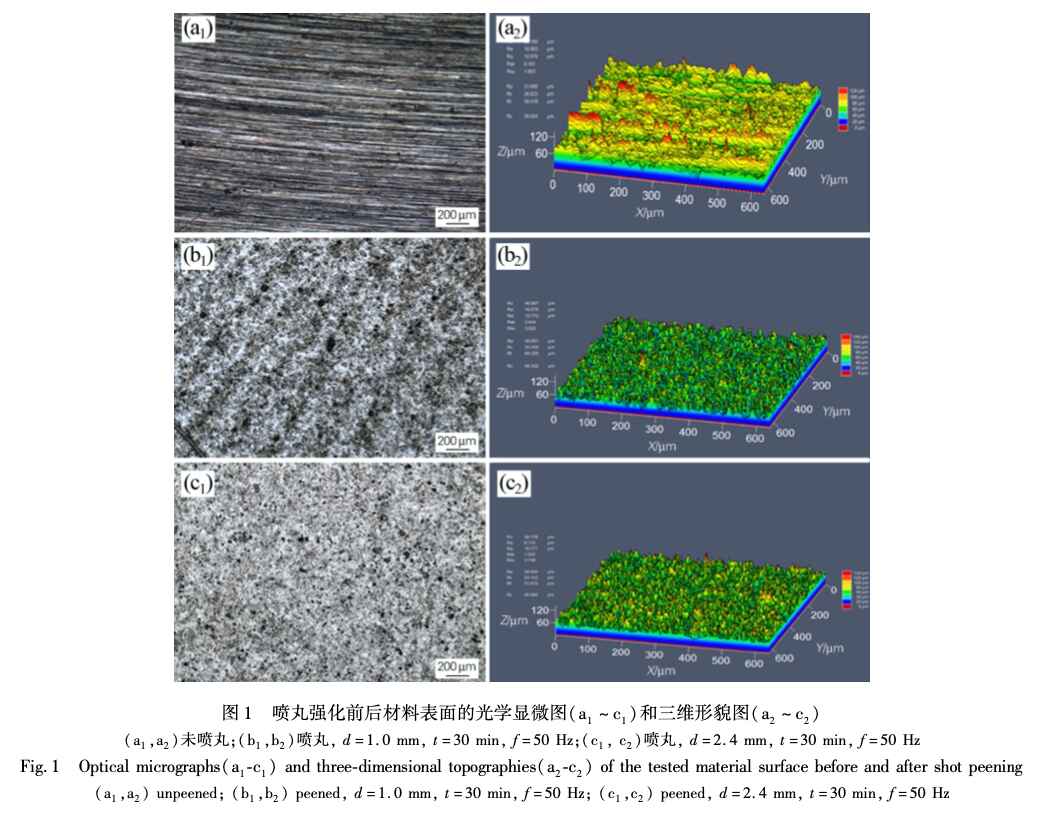
可以看出,表面沒有出現明顯的犁溝,說明彈丸尺寸較大時,噴丸表面以塑性變形為主。?表面粗糙度?Ra?=?6.97 μm,洛氏硬度為44.26HRC,與彈丸尺寸為1.0mm?時相比,粗糙度減小,硬度增加。?這是由于經過車削機 械拋光后,試件表面較粗糙,粗糙的表面經過噴丸強化 處理后硬度提高,使得彈丸撞擊表面產生的凹坑尺寸 減小,因而其表面粗糙度降低?。?而且對于表面較粗 糙的試件,彈丸尺寸大時噴丸強化效果更明顯,硬度更 高,粗糙度更低。
2. 2?噴丸強化后材料表面硬度及粗糙度
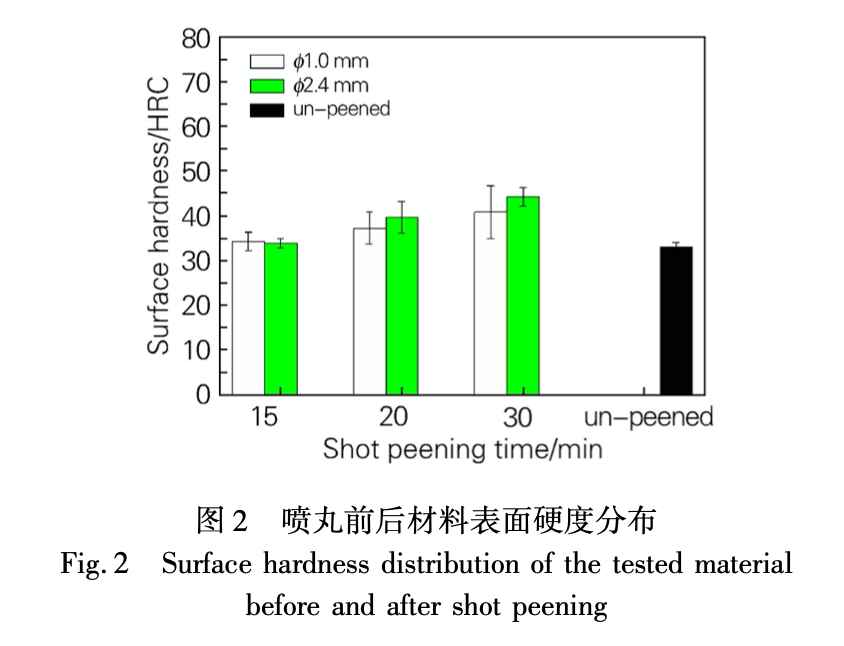
圖?2?表示彈丸直徑分別為?φ1. 0 mm?和?φ2. 4 mm,振動頻率為?50 Hz,噴丸強化時間分別為?15、20、30 min?時材料表面硬度分布。?可以看出,噴丸強化后材料表 面硬度提高,噴丸時間為?15 min?時,材料表面硬度和 未噴丸時材料表面硬度相差不大,隨著噴丸時間的增 加,材料表面硬度增加;彈丸直徑為?φ2. 4 mm?時噴丸 后材料表面硬度大于彈丸直徑為?φ1. 0 mm?時噴丸后 材料表面硬度,且時間越長二者差別越大,當噴丸時間 增加到?30 min?時,彈丸直徑為?φ1. 0 mm?時材料表面硬 度是未噴丸材料表面硬度的約?1. 24?倍;彈丸直徑增加 為?φ2. 4 mm?時,材料表面硬度是未噴丸材料表面硬度 的約?1. 34?倍。?噴丸時間越短,彈丸直徑對噴丸強化材 料表面硬度影響越小。

圖3(a)表示振動頻率為?50 Hz,彈丸直徑為φ1.0 mm?和?φ2. 4 mm,噴丸時間分別為?15、20、25、30 min?時材料表面粗糙度,圖?3(b)表示噴丸時間為15 min,彈丸直徑為?φ1. 0 mm?和?φ2. 4 mm,振動頻率 分別為?35、40、45、50 Hz?時材料表面粗糙度。?可以看 出:1彈丸直徑對噴丸強化后材料表面粗糙度影響較 大,對于表面為機械拋光的試件,彈丸直徑越大,噴丸 強化后材料表面粗糙度越小;2隨噴丸時間的增加,材 料表面粗糙度逐漸減小,當噴丸時間達到?30 min?時,?表面粗糙度明顯減小;3振動頻率小于?50 Hz?時,表面 粗糙度變化不大,當振動頻率達到?50 Hz?時,表面粗糙 度明顯減小。
2. 3?噴丸強化材料在干摩擦下的摩擦磨損性能

?圖4(a)表示彈丸直徑為φ1.0 mm,振動頻率為?50 Hz,噴丸時間分別為?15、20、25、30 min?時材料表面 摩擦因數。?可以看出,噴丸時間小于?30 min?時,對材 料表面摩擦因數影響不大,當噴丸時間達到?30 min?時,材料表面摩擦因數有所減小。?噴丸后的摩擦因數 均小于未噴丸表面的摩擦因數,說明,當未噴丸表面較 粗糙時,噴丸強化可以降低材料表面摩擦因數,增加材 料的耐磨性。?圖?4(b)表示彈丸直徑為?φ1. 0 mm,噴丸 時間為?15 min,振動頻率分別為?35、40、45、50 Hz?時材 料表面摩擦因數。?可以看出,振動頻率對材料表面摩 擦因數影響相對較小,在摩擦時間為?30 s?時,不同頻 率下噴丸處理后材料表面摩擦因數約為?0. 33,未噴丸 材料表面摩擦因數約為?0. 43,當摩擦時間增加到3 min 時,噴丸處理后摩擦因數與未噴丸時的摩擦因 數均增加到 0. 5,說明此時納米層被磨破到達基體層。
圖4(c)表示彈丸直徑為φ2.4mm,振動頻率為?50 Hz,噴丸時間分別為?15、20、25、30 min?時材料表面 摩擦因數。?可以看出,與圖?4(a)相比,噴丸時間對摩 擦因數影響較大,且噴丸時間越長,摩擦因數越低,當 噴丸時間增加到?30 min?時,摩擦因數明顯降低。?圖?4(d)?表示彈丸直徑為?φ2. 4 mm,噴丸時間為?15 min,?振動頻率分別為?35、40、45、50 Hz?時材料表面摩擦因數。?可以看出,與圖?4(b)相比噴丸頻率對摩擦因數影響較 大,頻率為?35 Hz?時,材料表面摩擦因數與未噴丸相比較接近,振動頻率增加到 50 Hz 時,摩擦因數明顯減 小。 說明隨彈丸直徑的增大,噴丸時間和振動頻率對 材料表面摩擦因數的影響增加。 彈丸直徑為 φ2. 4 mm 時納米層厚度大于相同噴丸條件下彈丸直徑為 φ1. 0 mm 時納米層厚度,從而摩擦因數減小,耐磨性提高。
2. 4?噴丸強化?316L?不銹鋼在干摩擦下的磨損機制?
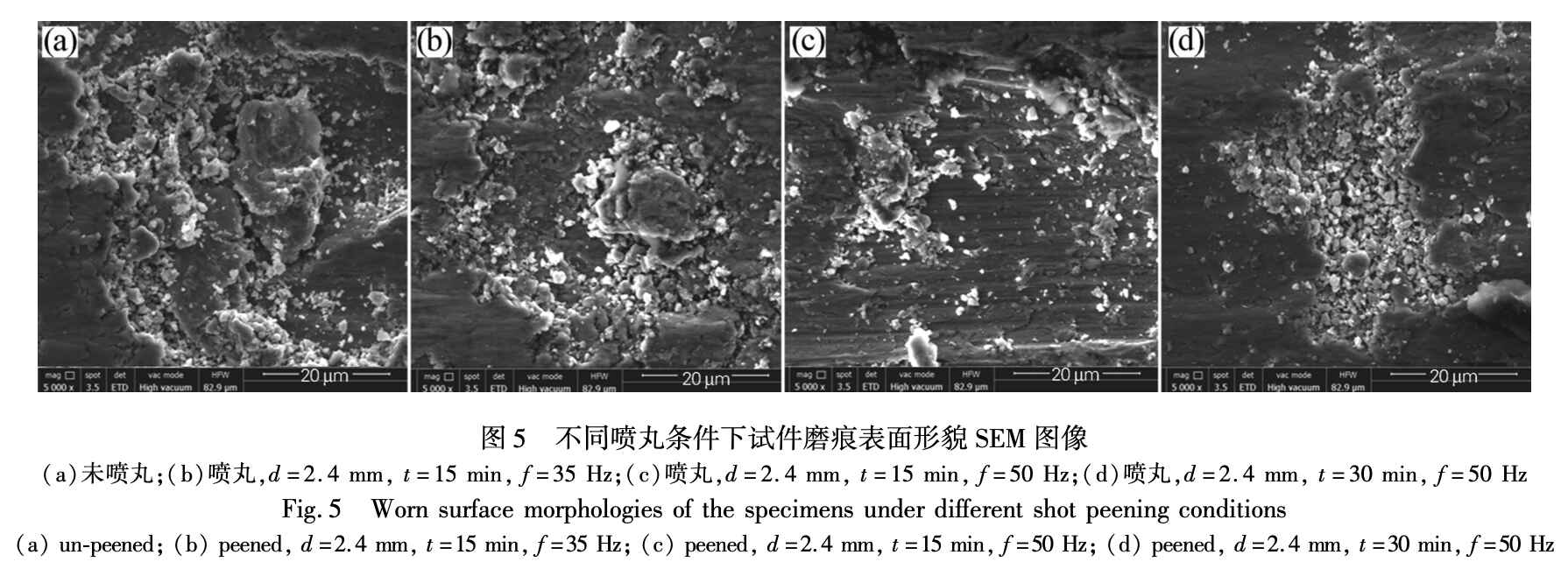
圖?5?為不同噴丸條件下噴丸強化樣品與未噴丸樣 品經干摩擦試驗后表面磨損形貌。?可以看出,在干摩 擦條件下,噴丸樣品和未噴丸樣品的主要磨損機制均 為磨粒磨損,樣品表面出現許多白色的磨屑和部分脫 落片層物。?圖?5(a)為未噴丸樣品表面磨損形貌圖,可以看出,脫落片層物分層較多,且出現較大塊的磨屑; 圖 5(b)為彈丸直徑 φ2. 4 mm,噴丸時間為 15 min,頻 率為 35 Hz 時噴丸樣品表面磨損形貌圖,與未噴丸相 比,片層物分層相對減少,但仍有大塊磨屑脫落,與未 噴丸處理的磨損表面接近。 這是由于載荷較大,表面 納米化處理的試樣表面層經受了嚴重的接觸應力及摩 擦溫度作用,其組織結構可能發生變化,另外,納米表 層可能已經被部分磨穿,因而材料的耐磨性降低。 圖 5(c)為彈丸直徑 φ2. 4 mm,噴丸時間 15 min,頻率 為 50 Hz 時噴丸樣品表面磨損形貌圖,可以看出,磨屑 數量明顯減少,且磨屑尺寸均勻,無大塊磨屑出現,脫 落片層物減少,出現細且淺的犁溝;圖 5(d)為彈丸直 徑 φ2. 4 mm,噴丸時間 30 min,振動頻率 50 Hz 時噴丸 樣品表面磨損形貌圖,可以看出,磨屑為均勻的小顆 粒,脫落片層物減少,無明顯的犁溝。 表面磨粒減小的 主要原因是噴丸強化后在材料表面形成高強度和高硬 度的納米晶層,由于納米層微粒尺寸減小,所以磨損過 程中產生的磨屑尺寸減小,沒有整塊的脫落,從而增加 了材料的耐磨性。
3 結論
1) 對于機械拋光表面,彈丸直徑為 φ1. 0 mm 時,噴丸表面以犁溝和塑性變形為主,彈丸直徑為 φ2. 4 mm 時,噴丸表面以塑性變形為主。
2) 噴丸強化后材料表面硬度提高,隨著噴丸時間 的增加,材料表面硬度增加;彈丸直徑為 φ2. 4 mm 時 噴丸后材料表面硬度大于彈丸直徑為 φ1. 0 mm 時噴 丸后材料表面硬度,且噴丸時間越長二者差別越大。
3) 對于表面為機械拋光的試件,彈丸直徑越大,噴 丸強化后材料表面粗糙度越小,當噴丸時間達到 30 min, 或振動頻率達到 50 Hz 時,表面粗糙度明顯減小。
4)?彈丸直徑較小時,噴丸時間和振動頻率對摩擦因 數影響較小;彈丸直徑較大時,噴丸時間和振動頻率對摩 擦因數的影響較大。?經過噴丸強化處理后,材料表面摩 擦因數均小于未噴丸樣品的摩擦因數。?隨著噴丸時間和 振動頻率的增大,磨痕處磨粒尺寸減小且更均勻。
]]>T i6A 14V 合 金 具 有 良 好 的 生 物 相 容 性 、綜 合 力 學 性 能 和 工 藝 性 能 ,廣 泛 應 用 于 人 體 生 物 醫 學 工 程 領 域 ,如 制 作 人 工 髖 關 節 和 膝 關 節 等 硬 組 織 替 代 物 和 修 復 物 。 在 正 常 條 件 下 ,鈦 合 金 表 面 會 生 成 一 種 穩 定 、連 續 、結 合 牢 固 的 氧 化 物 鈍 化 膜 ,因 此 具 有 良 好 的 耐 蝕 性 。 但 由 于 人 體 環 境 較 為 復 雜 ,在 外 力 和 體 液 的 侵 蝕 下 ,鈦合金表面的鈍化膜有可能被剝離、溶解 ,而且具有潛在毒性 的鋁離子和釩離子會釋放到組織 中,在生物體 內產生毒性,導致出現炎癥、血栓等反應。因此,采用表面改性工藝來提高醫用 Ti6A14V合金的耐蝕性越來越受到研究人員的關注。
目 前 通 過 表 面 改 性 提 高 T i6A I4V 合 金 耐 蝕 性 的 方 法 主 要 是 在 材 料 表 面 制 備 涂 層 。 K ao 等 利 用 閉域不平衡磁控濺射技術在未處理 Ti6A14V合金表面和經過高溫氣態滲氮處理的Ti6A14V合金表面分別制 備 了 T i— c : H 涂 層 , 該 涂 層 試 樣 具 有 十 分 優 異 的 摩 擦 特 性 、 耐 蝕 性 和 生 物 相 容 性 。 M a le k i 等 ] 通 過 等 離 子 噴 涂 技 術 在 T i6A 14V 合 金 表 面 制 備 了 溶 膠 一凝 膠 硅 酸 三 鈣 鎂 涂 層 ,該 涂 層 有 效 地 改 善 了 材 料 的 生 物 活 性 和 耐 蝕 性 。 M o h a n 等 嘲 利 用 陽 極 氧 化 技 術 在 T i6 A 14 V 合 金 表 面 制 備 了 自 組 織 T iO 。 納 米 涂 層 , 并 通 過 電 化 學 交 流阻抗譜和動電位極化曲線研究了其在 HankS模擬體液中的腐蝕行為,結果發現陽極氧化膜試樣具有更 好的耐蝕性和鈍化行為。Mokgalaka等 利用激光金屬沉積技術將鎳粉和鈦粉熔融在Ti6A14V合金表面, 制備了NiTi金屬間化合物涂層;結果發現涂層試樣的硬度較基體增大,且其在質量分數為3.5 的NaC1溶 液中的耐蝕性也有所提高。然而通過制備涂層對材料表面進行改性的方法存在涂層質量差以及膜基結合強 度 低 的 問 題 ,如 涂 層 中 存 在 孔 隙 、微 裂 紋 等 缺 陷 ,涂 層 與 基 體 的 界 面 存 在 殘 余 拉 應 力 ,導 致 涂 層 在 極 端 環 境 下 易開裂或脫落。
激 光 噴 丸 強 化 (LP)技 術 是 一 種 新 型 表 面 改 性 技 術 ,它 利 用 激 光 誘 導 產 生 高 強 沖 擊 波 壓 力 ,直 接 使 材 料 表面發生微塑性變形 ,通過誘導產生高幅殘余壓應力細化表層晶粒 ,以及提高表層硬度等來改善材料的表面 性能,近年來越來越多地被應用于提高醫用材料表面的耐蝕性。Guo等 利用激光噴丸強化技術在鎂一鈣植 入件表面誘導產生了更適合骨細胞依附的形貌 ,使植入件表層獲得了高幅殘余壓應力 ,從而顯著提高了其在 模擬體液 中的耐蝕性。此外研究人員還發現 ,通過調整激光功率和光斑搭接率可使激光噴丸植入件 的耐蝕 性得到進一步優化。Vinodh等 。研究了不 同搭接率下高重復率激光噴丸處理對純鎂試樣耐生物腐蝕性能 的影響,結果發現腐蝕速率隨著搭接率的增加而降低,在 66%搭接率下噴丸試樣的腐蝕速率比未噴丸試樣 下降了50% 。李興成等 研究了激光噴丸次數對醫用AZ31鎂合金表面耐蝕性的影響,結果發現單次激光 噴丸后鎂合金的耐蝕性顯著提高,而噴丸次數對耐蝕性 的影響不大。目前激光噴丸強化技術在生物醫用金 屬材料中的研究多集中于鎂合金口 ,已有學者開始初步探討激光噴丸強化技術對醫用 Ti6A14V合金表面 殘余應力的影響口 ,但對于提高該合金在生理環境 中耐蝕性的研究 目前還鮮有報道。
本課題組針對醫用 Ti6A14V合金開展了激光噴丸強化和電化學腐蝕實驗研究 ,通過腐蝕熱力學參數、 動力學參數、鈍化性能、點蝕敏感性、腐蝕表面形貌和能譜分析等,探討了激光噴丸強化對醫用 Ti6A14V合 金 表面 耐 生物腐 蝕性 能 的影 響 。
2 實驗方法及材料
實驗材料選用 4mm厚的 Ti6A14V合金板材,其化學成分見表 l。

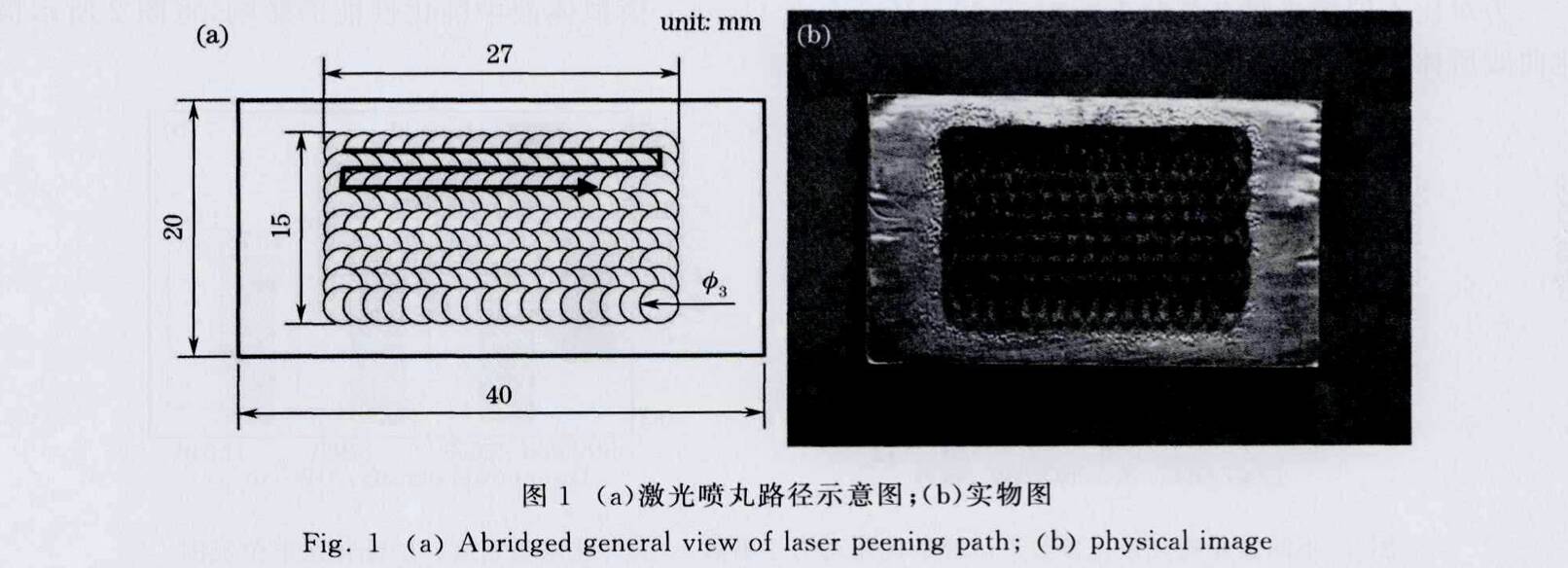
使 用 電 火 花 線 切 割 加 工 出 尺 寸 為 40 m m × 20 m m × 4 m m 的 試 樣 ,所 有 試 樣 的 待 處 理 表 面 經 過 砂 紙 逐 級打磨后,再用金剛石拋光膏逐級拋光至表面粗糙度R<O.07 m,然后用無水乙醇進行超聲波清洗,最后 將試樣放入干燥箱中烘干待用 。激光噴丸強化實驗選用法國 Thales公司生產的 GAIA—R型 Nd”YAG激光 器 ,其波長為 1064nm,脈寬為 10ns,重復頻率為 lHz,輸出光斑能量呈平頂分布。實驗過程中選用的激光 光斑直徑為3mm,光斑搭接率為50 ,噴丸強化次數分別為1次和2次,激光功率密度分別為5.659,8.488,11.318GW/平方厘米,能量吸收層和約束層分別選用美國3M公司生產的100 um厚鋁箔和2mm厚流動水簾,激光噴丸路徑及實物圖如圖1所示。
電化學腐蝕測試采用天津市蘭力科化學電子高技術有限公司生產的LK2005A型電化學工作站,采用三電極體系,輔助電極采用鉑片電極,參比電極采用飽和甘汞電極(SCE),激光噴丸后,采用線切割的方式加工出10 mm×10 mmX4 mm的電化學試樣,在噴丸面的背面連接導線,然后用704膠對未處理表面進行封裝并保證其導電性。電化學腐蝕性能測試前,先將試樣浸入至腐蝕介質中穩定30 min。線性掃描塔菲爾曲線測試參數:靈敏度1 mA,濾波參數10 Hz,放大倍率1,初始電位-2.5 v,終止電位4.0 v,掃描速率0.005 V-s-1。腐蝕溶液采用Hank’s模擬體液(HBSS),其由8.000 g.L-1的NaCl,0.100 g.L-1的MgSO4·7H20,0.400 g.L-1的KCl、0.100 g.L-1的MgCl·6H20,0.140 g.L-1的CaCl2 0.152 gL-1的Na2 HPO4·12H20,0.060 g.L-1的KH2PO4及1.000 g.L-1的葡萄糖組成。實驗前用體積分數為5.6%的NaHCO3調節溶液的pH至7.2~7.6,保持溶液溫度為(37±0.5) ℃。腐蝕實驗結束后,取出試樣,并用無水乙醇清洗,干燥后備用。
電化學腐蝕實驗結束后,采用日本電子株式會社JSM-7001F型熱場發射掃描電子顯微鏡(SEM)觀察試樣腐蝕表面的微觀形貌,用掃描電鏡附帶的能量色散譜儀(EDS)進行能譜分析。
3結果與討論
3.1鈍化性能
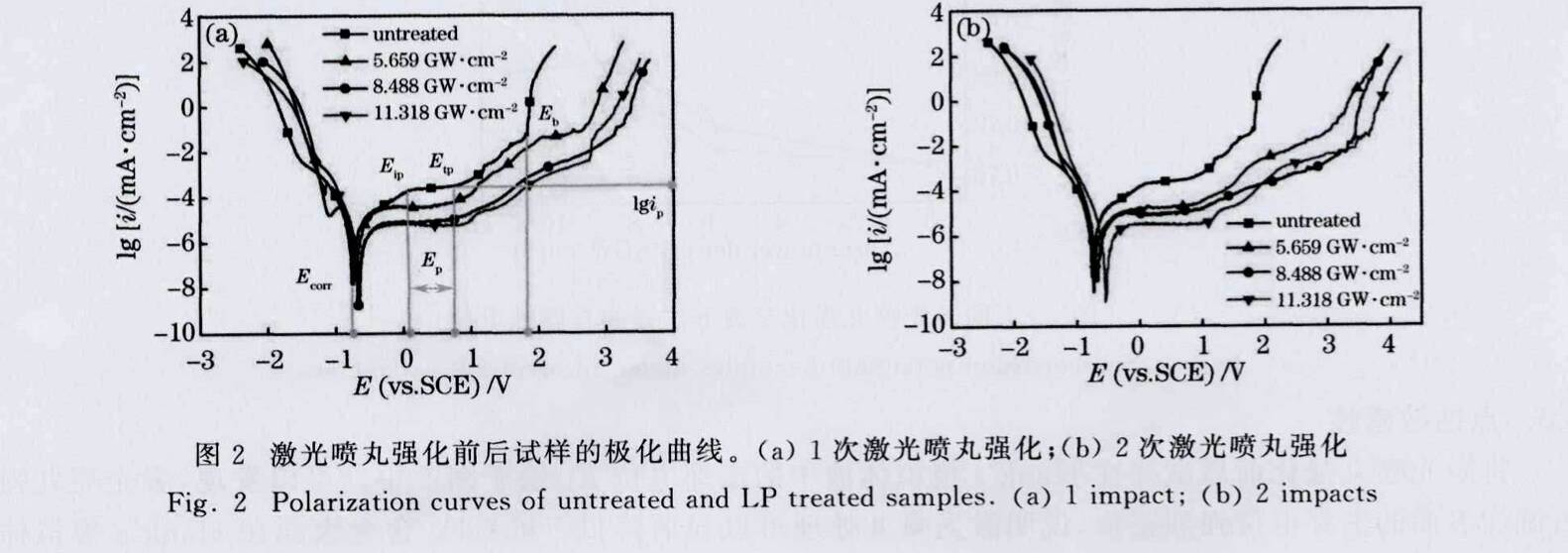
圖2所示為未處理試樣和不同功率密度激光噴丸強化試樣在Hank’s模擬體液中的極化曲線, (a)、(b)分別對應1次激光噴丸強化和2次激光噴丸強化。從圖2中可以看出,在不同激光噴丸工藝參數下,Ti6Al4V合金試樣陰極極化曲線的變化趨勢相似,均表現出較為典型的吸氧腐蝕特征。圖2(a)中的Ecorr為自腐蝕電位;E,為擊穿電位;鈍化狀態在陽極極化曲線上體現為一條大致水平的線段,其起始位置為致鈍化電位Ep ,終止位置為過鈍化電位Eip。激光噴丸強化試樣的鈍化電流密度i,和致鈍化電位Etp均比未處理試樣的小,并且鈍化區的電位范圍E,也比未處理試樣的寬,說明激光噴丸強化Ti6A14V合金在Hank’s模擬體液中更容易發生鈍化,且鈍化狀態更加穩定。
為對比不同激光噴丸強化參數對Ti6Al4V合金在Hank’s模擬體液中鈍化性能的影響,將圖2所示極化曲線所體現出的各鈍化動力學參數繪于圖3中。
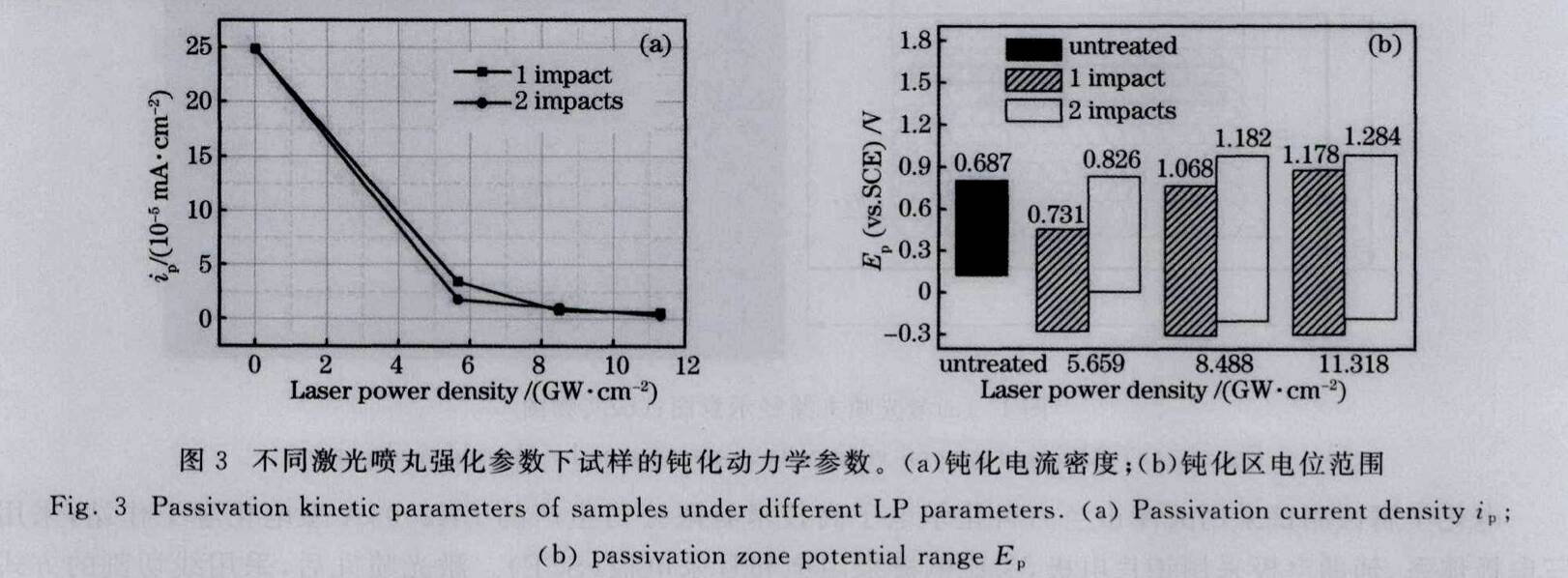
圖3(a)所示為激光噴丸強化前后,試樣在Hank’s模擬體液中的鈍化電流密度。可以發現,與未處理試樣相比,激光噴丸強化試樣的鈍化電流密度大幅下降,說明激光噴丸強化處理能夠顯著降低腐蝕體系鈍化的難度和金屬鈍化后的腐蝕速率,激光噴丸強化后的Ti6Al4V合金表面更容易鈍化,且鈍化膜的保護性能更好。不同參數激光噴丸強化試樣的鈍化電流密度相差不大,說明噴丸試樣表面所形成的鈍化膜腐蝕速率基本相同。在11.318 GW.cm-2激光功率密度下2次噴丸強化后,試樣可獲得最小的鈍化電流密度2.959×10- mA.cm-2,與未處理試樣的2.483× 10-‘ mA.cm-2相比,降低了2個數量級(1.19× 10-2 mA.cm-2)。
圖3(b)所示為激光噴丸前后,試樣在Hank’s模擬體液中的鈍化區電位范圍。可以看出,隨著激光功率密度和激光噴丸次數增加, Ti6Al4V合金在Hank’s模擬體液中的鈍化區電位范圍增大,與未處理試樣的0.687 V相比,激光噴丸強化試樣的鈍化電位范圍最大增大了0.597 V,增幅為86.90% ,說明其表面的鈍化狀態更加穩定。
3.2腐蝕傾向
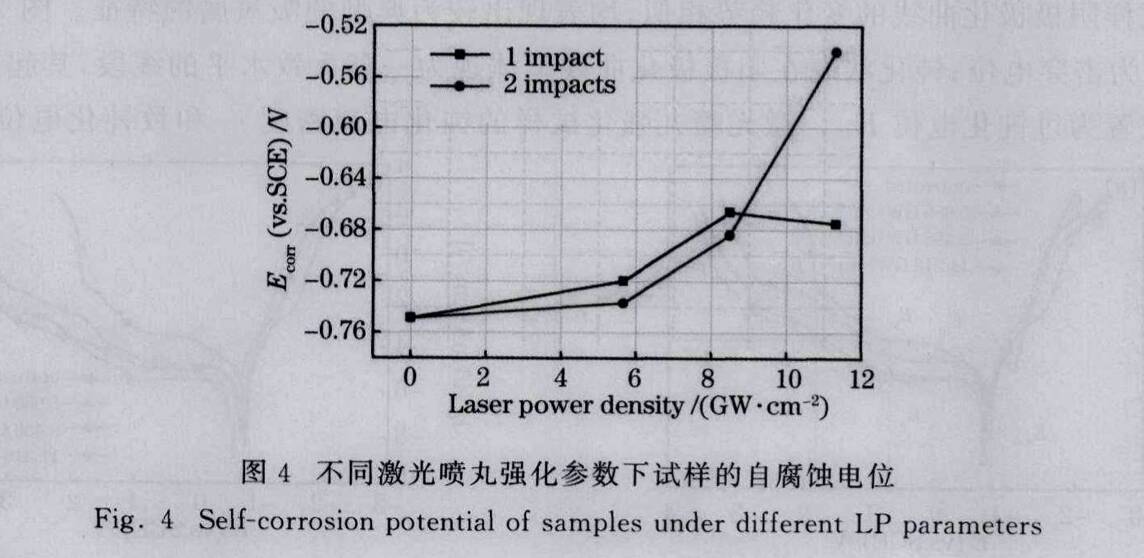
將激光噴丸強化前后試樣的自腐蝕電位Eoo繪于圖4中。可以發現,雖然激光噴丸強化試樣的初始腐蝕電位值較負,但其穩定后的自腐蝕電位值均正移,腐蝕熱力學穩定性提高,發生電化學腐蝕的可能性降低。
其中,激光功率密度為11.318 Gw.cm-2,2次激光噴丸試樣的自腐蝕電位值(-0.540 V)最高,與未處理試樣(-0.749 V)相比正移了0.209 V,表現出了優異的腐蝕熱力學穩定性。
3.3點蝕敏感性
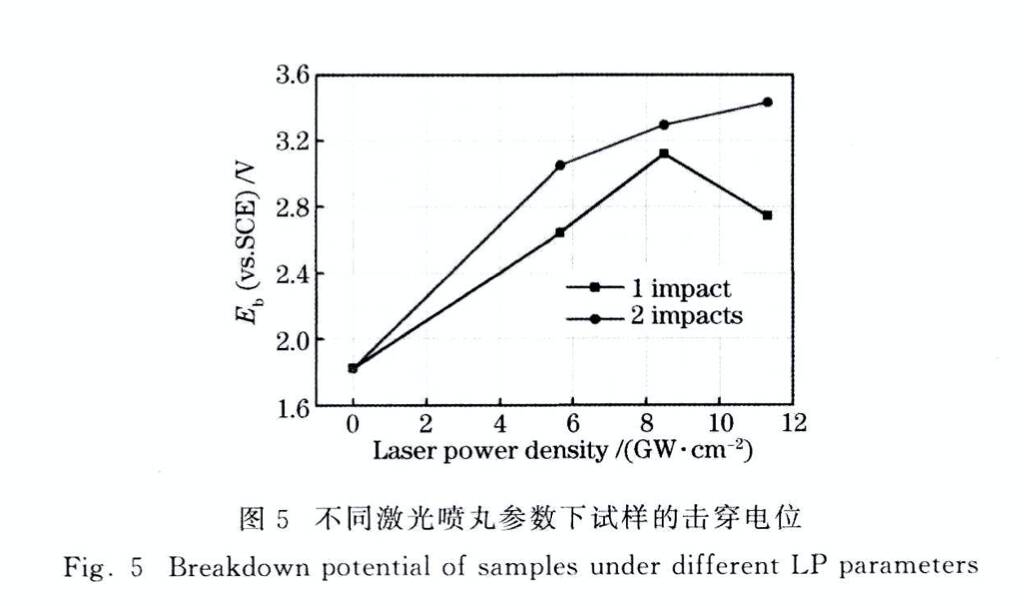
將激光噴丸強化前后試樣在Hank’s模擬體液中的擊穿電位E,繪于圖5中。可以發現,激光噴丸強化后試樣表面的擊穿電位強烈正移,說明激光噴丸處理可以顯著降低Ti6Al4V合金表面在Hank’s模擬體液中發生點蝕的現象,從而降低點蝕敏感性 ,提高 存生理環境 中的耐點蝕性能。在激光功率密度相同的情況 下,2次激光噴丸強化試樣的擊穿電他均比 1次激光噴丸強化試樣的要高,激光功率密度為11.318 GW /平方厘米、2 次 激 光 噴 丸 強 化 試 樣 的 擊 穿 電 位 最 高 ,為 3.431 V ,與 未 處 理 試 樣 (1.822 V )相 比 提 高了88.31%。
3.4 腐蝕速率
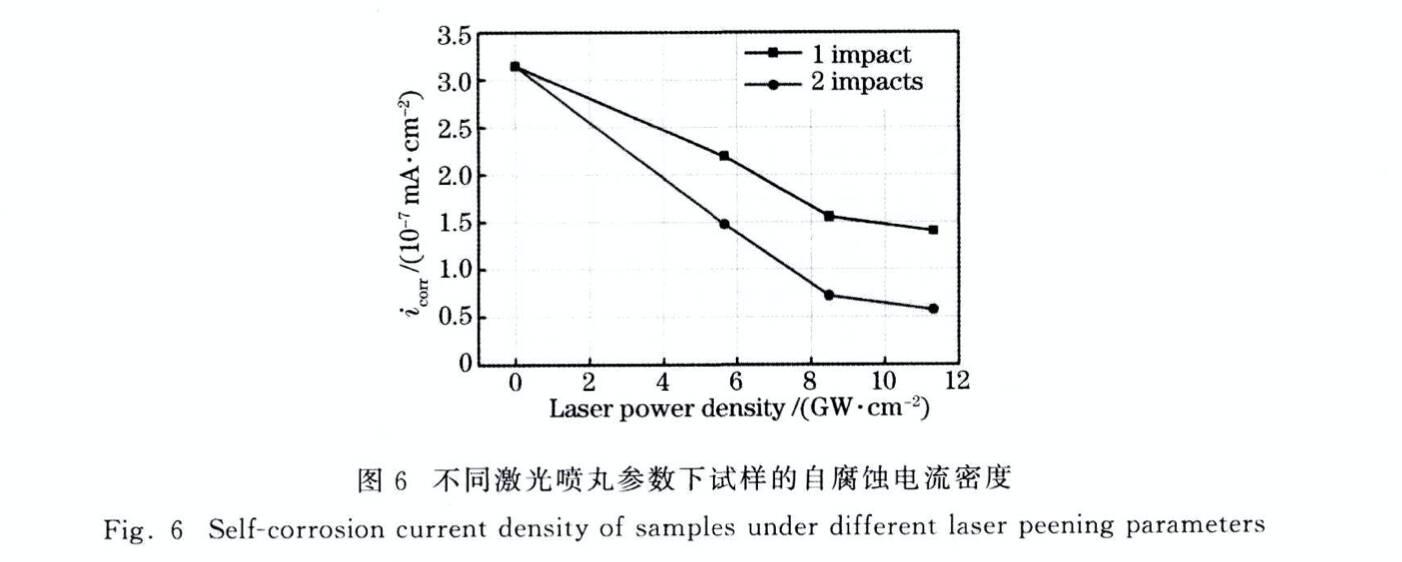
根據極化曲線外延法對激光噴丸強化前后各試樣在 HankS模擬體液巾的自腐蝕電流密度icorr 進行研究,結果如 6所示。可以看出隨著激光功率密度和激光噴丸強化次數的增加,Ti6AI4V合金在 Hanks 模擬體液 巾的 自腐蝕 電流密度降低,腐蝕速率減小 ,耐蝕性提高。激光功率密度為 l1.318GW·cm-2 、2次激 光 噴 丸 強 化 試 樣 的 腐 蝕 速 率 最 小 ,為 5.738× 10-8 m A ·cm 。,與 未 處 理 試 樣 (3.144× 10-7 m A ·cm-2)相 比 降 低 了 81.75 %。
3.5 腐蝕表面形貌
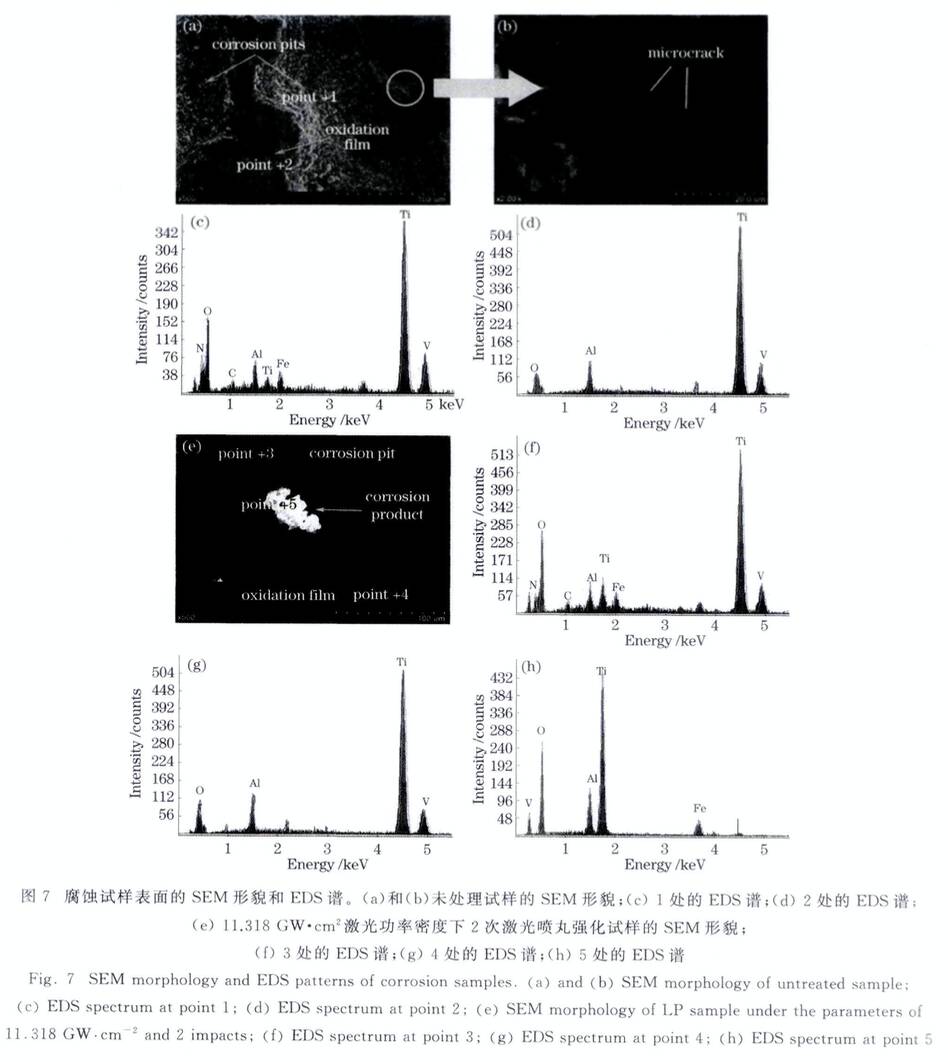
在電 化 學 腐 蝕 實 驗 中 ,T i6A 14V 合 金 表 而 的 主 要 腐 蝕 形 貌 是 點 蝕 ,大 部 分 區 域 的 鈍 化 膜 并 未 被 破 壞 。為了對 比 不 同 工 藝 參 數 試 樣 的 腐 蝕 情 況 , 主 要 對 蝕 坑 進 行 觀 察 。 圖 7 為 未 處 理 試 樣 和 在 1 1 . 3 1 8 G W · c m-2 激光功率密度下 2次激光噴丸強化試樣腐蝕表面的 SEM 形貌和 EDS譜。其 中,圖 7(a)和(b)是未處理試 樣 在 不 同 放 大 倍 數 下 的 腐 蝕 表 面 形 貌 ,可 以 發 現 蝕 坑 的 表 面 較 為 粗 糙 ,蝕 坑 邊 緣 存 在 腐 蝕 微 裂 紋 ;圖 7(e)為 激光噴丸后試樣 的腐蝕 表面形貌 ,其蝕 坑表而和邊緣較 為平整 。可見 ,激 光噴丸強化處理能夠有 效降低 T i6A l4v 合 金 表 面 的 點 蝕 敏 感 性 ,改 善 腐 蝕 表 面 的 質 量 。
罔 7(c)和 (d)、(f)和 (g)分 別 為 未 處 理 試 樣 和 激 光 噴 丸 強 化 試 樣 蝕 坑 表 面 和 氧 化 膜 的 EDS 譜 。 在 激 光 噴丸強化前后試樣的 EDS譜 中,元素種類并無差異,元素含量的差異也很小 ,但激光噴丸強化試樣蝕坑和氧 化膜中的氧含量均比未處理試樣的高一些。分析認為,主要原岡是激光噴丸強化處理 Ti6A14V合金表面的 晶粒組織更加均勻細小 ,使進入 鈦合金表面晶格 的氧含量升 高且 分布更加均 勻,從而進一 步提升 了 T i6A 14V 合 金 的 耐 生 物 腐 蝕 性 能 。 對 于 鈍 化 性 能 ,氧 含 量 的 升 高 可 以 使 表 面 氧 化 膜 更 加 致 密 ,加 快 氧 化 膜 的生長速率。對于腐蝕傾 向,鈦合金表面品格氧含量的升高會降低鈦原子的結合能 ,從而使合金表面的腐蝕電位升高 ,發生腐蝕的傾向降低。對于點蝕敏感性 .氧在鈦合金表面的均勻分布可以改善或消除材料表面的 不 均 勻 性 。減 少 裂 紋 等 缺 陷 (點 蝕 源 );此 外 氧 化 膜 的 加 速 生 長 還 能 夠 抑 制 蝕 孔 的 生 K 和 發 展 ,降 低 點 蝕 敏 感 性。對于腐蝕速率 ,氧化膜致密程度和厚度的增加都會增大離于通過的阻力.降低離子存氧化膜中的迂移速 率,從 減小腐蝕電流密度,降低腐蝕速率。網7(h)為(c) 中白色腐蝕產物的EDS譜,推斷其為激光噴 丸強化試樣 的腐蝕產物 ,部分腐蝕產物的存在可誘 導堵塞孔隙 、隔離 Cl-的封閉效應; ,從 而阻滯腐蝕反 應的進行 ,提高合金表面的耐蝕性 。
4 結論
( 1 ) 激 光 噴 丸 處 理 能 有 效 改 善 醫 j{j T i6 A I4 V 合 金 表 面 的 耐 生 物 腐 蝕 性 能 , 主 要 體 現 在 合 金 表面的鈍化。
電流密度和致鈍化電位降低 ,鈍化區電位范圍增大 ,使鈍化更容易發生 ,且鈍態更穩定 ;自腐蝕電位和擊穿電 位正移 ,使發生電化學腐蝕 的傾 向和點蝕敏感性降低 ,從而降低腐蝕速率和提高耐點蝕性能。
( 2 ) 激 光 噴 丸 工 藝 參 數 對 T i 6 A 1 4 V 合 金 耐 蝕 性 有 較 大 影 響 : 在 1 1 . 3 1 8 G W · cm-2 的 激 光 功 率 密 度 下 2 次 噴 丸 強 化 時 ,可 獲 得 最 高 的 自 腐 蝕 電 位 ,比 未 處 理 試 樣 的 自 腐 蝕 電 位 正 移 了 0.209 V ;最 大 鈍 化 電 位 范 圍 增 幅 為 86.90% ;最 小 鈍 化 電 流 密 度 降 低 了 2個 數 量 級 ;最 高 擊 穿 電 位 提 高 了 88.31% ;腐 蝕 電 流 密 度 最 大 降低 了 81.75% 。
(3)激光噴丸強化處理通過均勻細化 Ti6AI4V合金表層的晶粒 ,使進入鈦合金表面晶格的氧含量升高且分布更加均勻 ,加快了氧進入鈦合金表面晶格的速率 ,提高 了鈦合金表面氧化膜 的保 護性能 ,降低了鈦合 金表面的腐蝕傾 向、點蝕敏感性和腐蝕速率 ,從而提高了合金表面的耐生物腐蝕性能。
1 實 驗 方 法
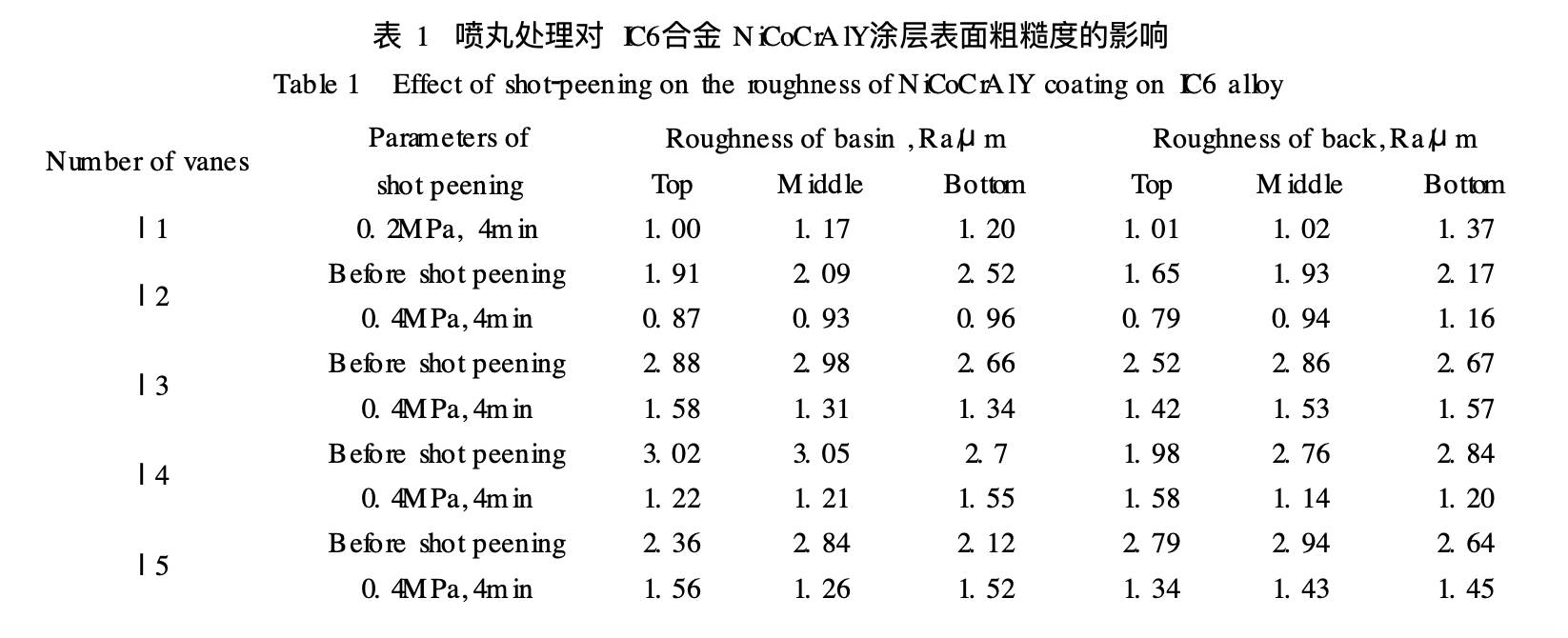
噴丸試驗共采用 5片葉片,分別編號 I1~I5。噴 丸采用 0. 25mm直徑實心玻璃丸 ,丸粒濃度 30%。噴 丸在涂層真空擴散熱處理后進行 ,采取的噴丸壓力和 時間為 0. 2MPa/4min和 0. 4MPa/4min,噴丸后不再進 行 熱 處 理 。 噴 丸 前 后 分 別 測 量 葉 盆 、葉 背 表 面 粗 糙 度 。采用掃描電鏡分析噴丸后的涂層形貌 ,并與 N iC2oC rA lY原始態涂層進行比較 。?
2?試驗結果與討論
2. 1?噴丸處理對涂層表面粗糙度的影響?
各葉片噴丸前后葉盆 、葉背表面粗糙度示于表1。N iCoCrA lY原始態涂層板狀試樣的表面粗糙度 在?1. 57~2. 53mm之間。可見,?噴丸后涂層未發 生剝落?,?并且粗糙度得到顯著改善?,?并且在大應力 條件下粗糙度降低更為明顯 。因此采用噴丸壓力和 時間分別為?014MPa, 4min的工藝參數又對?3片葉 片?(?I3~I5)?進行噴丸處理。可見?,?盡管葉片?I3~I5的表面粗糙度噴丸前都在 2μm以上, 甚至超過 3μm , 但噴丸后表面粗糙度都顯著降低至 1. 6μm 以下 。這說明噴丸處理是降低涂層表面粗糙度的有效手段 。
2. 2?涂層噴丸前后的組織形貌
從?N iCoCrA lY涂層噴丸前后的表面形貌可見?,原始態涂層表面為細小顆粒堆積組成 ,局部有較高 的突起 。這主要是因為涂層涂覆過程中 ,涂層是以 原子團的形式沉積在基體表面 ,形成高低不平的突 起 。 而 涂 層 經 噴 丸 處 理 后 表 面 非 常 平 整 、致 密 , 已 看 不到原始態表面所堆積的顆粒 ,這可能是原來表面 堆積的顆粒在噴丸作用下彼此焊合 ,并被打實 ,因此 涂層粗糙度得以改善 。
從?N iCoCrA lY涂層噴丸前后的截面形貌可見?,?原始態涂層表面有一定的起伏?;?而噴丸處理后涂層 表面平坦?,與基體結合緊密?,厚度略減小 。這說明噴 丸過程中玻璃丸的撞擊作用不但使涂層表面更加平 坦?,而且減少涂層內疏松和孔隙等缺陷?,使涂層更加 致密,因而涂層厚度略減小。文獻?[3]也表明噴丸 處理使涂層密度提高?30%以上。此外?,研究結果表 明?,噴丸處理后?IC6合金基體組織正常?,并且在進行1100°C/2h的熱處理后未出現再結晶現象。
3?結 論
在涂層真空擴散處理后進行噴丸處理 ,采取噴 丸壓力和時間分別為 0. 4MPa和 4min的工藝參數, 可 顯 著 改 善 N iC o C rA l Y 涂 層 表 面 粗 糙 度 , 使 R a 降 至1. 6μm以下,并可提高涂層致密度。此外,噴丸處 理所引入的殘余壓應力沒有引起基體 IC6 合金再結 晶。因此采取噴丸處理改善 IC6合金 NiCoCrAlY涂 層表面粗糙度是可行的 。
]]>